|
型號
|
Z5140B
|
Z5140B(加強(qiáng)型)
|
|
鑽(zuàn)孔直徑mm
|
40
|
40
|
|
主軸軸孔錐度
|
MT4
|
MT4
|
|
主軸行程mm
|
250
|
250
|
|
主軸箱行(háng)程(手動)mm
|
200
|
200
|
|
主軸轉(zhuǎn)速級(jí)數
|
12
|
9
|
|
進給量級數
|
9
|
9
|
|
主軸轉速範圍r.p.m
|
31.5~1400
|
45~850
|
|
進(jìn)給(gěi)量範圍mm/r
|
0.056~1.80
|
0.056~1.80
|
|
工作(zuò)台麵尺寸mm
|
560 x 480
|
560 x 480
|
|
工(gōng)作台縱橫行程mm
|
---
|
---
|
|
工作台升降(jiàng)行程mm
|
300
|
300
|
|
主軸端麵至工作台麵距(jù)離mm
|
750
|
680
|
|
主電機功率kw
|
3
|
4
|
|
外形尺(chǐ)寸mm
|
1090x905x2465
|
1090x905x2465
|
|
機床重量(淨重(chóng))kg
|
1250
|
1250
|
Z5140B係列方柱
立式(shì)鑽床是一款萬能(néng)型通用機床。機床的鑽(zuàn)孔直徑為Z5140B:¢40mm:(在50-60kgf/mm的鋼材上,在布氏硬度(dù)HB=220的鑄鐵上,鑽孔能力分別為¢40mm)。Z5140B為固定工作台,Z5140B-1為十字工作台,主軸垂直運動。本機(jī)床(chuáng)除用於鑽孔外,還可以擴孔、鑽沉頭孔、锪端麵、鉸(jiǎo)孔、攻絲等。本(běn)機床效率高、剛性好、精度(dù)高、噪音低、變速範圍廣。如工作台為十字工作台的,則工作台(tái)能縱橫、升(shēng)降(jiàng)手動進給。操縱集(jí)中,外形新(xīn)穎,使用維修方(fāng)便,適用於(yú)修(xiū)理工具等單件小批生產(chǎn)的車間,若配以(yǐ)鑽夾具,也適用於成批(pī)生產(chǎn)的車間。我(wǒ)公(gōng)司還專門研製了一款加強型的Z5140B,其主軸轉速級數由原(yuán)來的12級調(diào)整為9級,穩定(dìng)性更好(hǎo),精度更高,深受客戶好評!
立式鑽床包括方柱立式鑽床和圓柱立式鑽床(chuáng),這兩者的區別是:
圓柱立式鑽床(chuáng)指的是(shì)具有(yǒu)立柱是圓柱立式鑽(zuàn)床,方柱立式(shì)鑽(zuàn)床與圓柱立式鑽床的區別(bié)是方柱立式鑽床的立(lì)柱是方的。圓柱立(lì)式鑽床與方(fāng)柱立式鑽床的主要區(qū)別就是立柱的區(qū)別。圓柱立式鑽床和方柱(zhù)立式鑽床還有很多區別,在結構上主(zhǔ)要的區別就是立柱。在實際結構上方柱立式鑽床和圓柱立(lì)式鑽床在主軸箱上還有(yǒu)工作台上還有很大的區別。
方柱立式鑽床和圓柱立(lì)式鑽床在加工性能(néng)上還有著明顯的不同,方柱立式鑽(zuàn)床具有圓柱立式鑽床(chuáng)所沒有的穩定性,因此在結構上來說方柱立式鑽床的加工性能會更出色些,圓柱立式鑽床的特點就是輕便。在用戶選擇(zé)上是選擇圓柱立式鑽床還是選擇方柱立式鑽床需要根據用戶(hù)的(de)使用要求來製定。當(dāng)用戶需要進行的鑽削工作是強(qiáng)力切削時,就需要方柱立式鑽床來進行鑽削作業。當用戶(hù)需要的鑽削強度不是多大時,選擇圓柱立式(shì)鑽(zuàn)床(chuáng)就合適些。但是從鑽孔的角度上來說
搖臂(bì)鑽床可以很好的替代圓柱立式鑽床,因此(cǐ)圓柱立式鑽床在使用範圍上還是性能上都沒有搖臂鑽床的效果好。在選擇立式鑽床上絕大數的用戶(hù)都是選擇方柱立(lì)式鑽床。
在熟悉本機床前,必須熟悉各操(cāo)作件(jiàn)的部位和用途。
操縱機床時,應注意下列事項:
1)、機床在工作前,須先將主軸箱鑲條緊固螺(luó)栓16鬆開,然後把主軸箱調整到所需位置,鎖(suǒ)緊鑲條使(shǐ)主軸箱緊固在立柱上。
2)、第一次使用或長時間沒有使用時(shí),應先將潤滑油(yóu)注入主軸箱內,先讓機床由低、中、高各轉速空運轉幾分鍾。
3)、起動機床前,應檢查各(gè)手柄的(de)位置是否正確。
4)、開(kāi)車時,不得(dé)變換主軸轉速及進給量,變速必須停車。禁止(zhǐ)反接製動(dòng)。為減小衝擊,操作(zuò)時,必須先按停止開關,再點動反轉開關,實現主軸急停。
5)、機床停止工作(zuò)時,應切斷機床總電源開關。
主軸的起動、停止和反轉:
主軸的起(qǐ)動、停止和反轉是靠按壓按(àn)鈕來實現。在進行鑽(zuàn)孔工作或用按鈕操縱主軸正反轉時,應將選擇(zé)開關3旋轉到鑽孔位置;當利用攻絲反轉機構進行攻螺紋時應將(jiāng)旋鈕旋轉到攻絲位置,反轉按(àn)鈕(niǔ)能自鎖,實現正(zhèng)常攻絲加工。選擇開關在攻(gōng)絲位(wèi)置時,若要實現鑽孔的反轉,應將攻絲撞塊裝在死區,使撞塊不起作用,否則主軸無法工作。
手動進給:
由機動進給(gěi)轉換為手動進給(gěi)時,先將操縱手柄7順時針旋(xuán)轉20°並將端蓋8向裏推進(jìn),再將操縱手(shǒu)柄7逆(nì)時針旋轉(zhuǎn),即可實現(xiàn)主軸的手動進給。
機床進給和超越進給:
將端蓋8向外拉出,操縱手柄7逆時針旋轉20°,即接通機動(dòng)進給(gěi)。若將手柄7再反向(xiàng)旋轉20°,則機動進給(gěi)停止。在機動進給過程中,若以高(gāo)於機動進給速度,逆時針(zhēn)回轉手柄7,即得到主軸的超越進給。
機動進給的自動停止:
用(yòng)螺(luó)栓緊固在刻度盤(pán)12槽中的撞塊9,隨手柄7一同旋轉,當撞塊9撞(zhuàng)開撞(zhuàng)銷10時,進給結合子脫開,從(cóng)而機動進給自動(dòng)停止,實現(xiàn)了鑽孔定深。鑽孔的予定(dìng)深度,可通(tōng)過刻度盤12和標尺上的刻度確定,脫開後的結合子可通過向下搬動手柄11複位。
攻絲自動反轉:
在主軸箱左側設(shè)有(yǒu)攻絲自動反轉機構,其簡圖如圖4。 使用這個裝置攻絲時,應首先將鑽孔攻絲選擇開關3旋轉到攻絲位置,並使(shǐ)水平軸處於手動狀態,然後調整轉盤1上的撞塊2和5(圖(tú)5-4,注意有延時)通過操作主操縱手(shǒu)柄7實現,當(dāng)撞塊2順時針旋(xuán)轉壓合觸頭4時,延時一秒,主軸自動反轉實現(xiàn)攻絲定深;當(dāng)主軸退(tuì)回到初始(shǐ)位置時,撞塊5壓合觸頭3使主軸由反轉經過延時變為正轉,以進行再次加工。在不使用這套裝置時,應將(jiāng)撞塊2和5移到位置,防止無益(yì)的碰撞(zhuàng)觸頭。 也可以通過(guò)操縱按鈕的正反轉進行攻螺紋(wén)(注意有延時),但此時必須把轉換開關3(圖一)旋轉到(dào)鑽孔工作位置,以防(fáng)止電氣動作(zuò)的幹涉。由於(yú)受到電動機本身(shēn)性能的限製,機床主軸起動和換向的頻率不能過高,這一點在利用攻絲反轉機構進行攻絲作業時必須引起操作者的注意。
工作台的升降:
通過回轉工作台升(shēng)降手(shǒu)柄17(圖一)可將工作台調整到所需位置。
主軸箱的升降:
鬆開(kāi)主軸箱鑲條上的六個夾緊螺栓16,將手柄17插入主軸箱左側軸(zhóu)頭15上,回轉手柄可調整主軸箱(xiāng)的高度,調好位置後必須(xū)緊固螺栓16。
主軸轉速和進給(gěi)量的變換(見圖一):主變速和進(jìn)給變速均(jun1)采用單手柄操縱,左側手柄5變換主軸轉速,右(yòu)側手柄(bǐng)6變換進給量(liàng)。主變速手柄可在前後或左右回轉,各轉(zhuǎn)動四個位置,其中左起第三個位置是(shì)“0”位。在檢(jiǎn)驗及更換(huàn)刀具時,將主變速(sù)手柄轉(zhuǎn)至(zhì)“0”位,用手回(huí)轉主軸(zhóu)較為輕便。進給變速手柄(bǐng)可在前後或左右(yòu)回轉,各轉動三個位置,相對應的主軸轉速(sù)和進給(gěi)量數值可在麵板上的變速(sù)標牌中讀出。
冷卻液的控(kòng)製:
將冷卻液轉換開關4旋轉到供水(shuǐ)位置時,冷卻泵隨主軸的正轉起動而工作,隨主軸(zhóu)的停止而停止。不需要冷卻液(yè)時可將開關4旋(xuán)轉到不供水位置(冷卻泵裝在(zài)立柱的下方)。
退刀:
本(běn)機床隨機附件中備(bèi)有專用回轉卸刀(dāo)扳手,將卸刀扳手插(chā)入主軸退刀(dāo)孔的園弧(hú)中逆時針回轉卸刀扳手,即可輕鬆地退出主軸錐孔中的刀具。
Z5140B立式鑽床在(zài)使用(yòng)中常遇到的(de)問題有哪些,有什麽解決措(cuò)施?
由於各(gè)種機械製造和修配廠的需要,立式鑽床在使用廣泛的同時難免會出現某些故障,如能得到(dào)及(jí)時解決,這對於立式鑽床的使用壽(shòu)命和工(gōng)作(zuò)穩定性來說是為有利的。對於立式鑽床來說,常見的問題就是保險離合器突然失(shī)效,根據(jù)我(wǒ)公司的技術人員(yuán)分析,之所以會出現(xiàn)這種問題主(zhǔ)要有三方麵的原因:
其一是因為立式鑽床超負荷鑽削所引起。因此,我(wǒ)們在使(shǐ)用立式鑽床(chuáng)時一定要嚴格遵循說明(míng)書的要求進行(háng)正常的鑽削工作,切不可超過它的工作範圍;
其二(èr)是因為立式鑽床的調(diào)節(jiē)彈簧作用力不足所引起。解(jiě)決(jué)辦法是將調整螺釘調整到超過(guò)正常負(fù)荷的10%,讓(ràng)它達到10000N,離合器一斷開就立即停止進給。
其三是因為立式鑽床離合器的鋼珠損(sǔn)壞了。此時,隻要我們更換新(xīn)的鋼珠即可。
第二個常見問題是立式鑽床在使用過程中,鑽孔軸線出現了傾斜。關於這類(lèi)故障,我們也總結了兩個方麵的原因:
其一是由於主軸移動軸線與立柱導軌不平行所引起。解決辦法是檢查主軸移動軸線與立柱導軌的平行度,假如存在平行度超差(chà),立即修刮進給箱(xiāng)導軌麵直至所達要求。
其二是因(yīn)為主軸回轉中心線不垂直於工作台麵所引起。解決辦法是檢查主軸(zhóu)回轉中心線與工作台麵的垂直度,若存在垂直度超差,修刮工作台麵導軌直至所(suǒ)達要求。








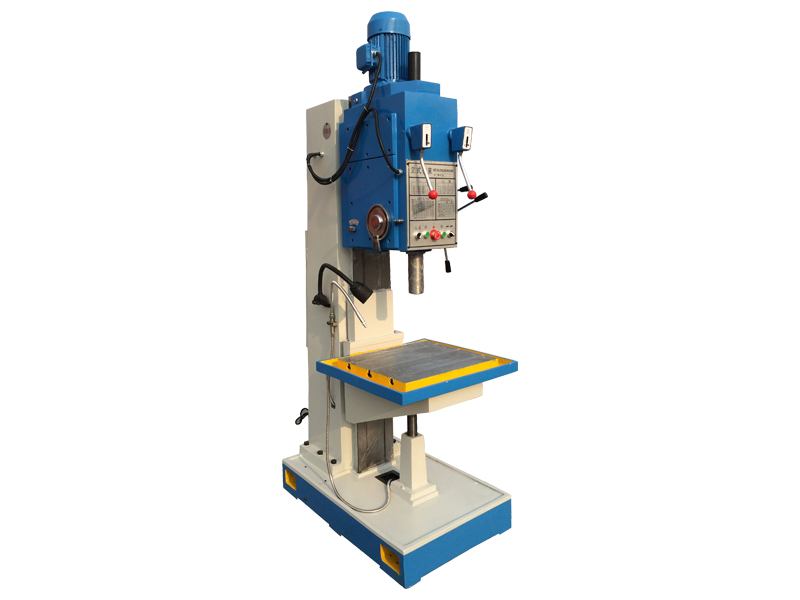
現場實拍照片")
圖")
